Električne sheme vključene v zasnovo proizvodne linije
Ureditev proizvodne linije za predelavo korenovk in gomoljnic
Zaloga korenovk je shranjena v nakladalnem lijaku 1. Pri predelavi krme v spodnjem delu lijaka odprite ventil in korenine se gravitacijsko dovajajo na nagnjeni transporter 2, ki jih dovaja v separatorski kamen 3, iz ki gredo v rezalnik za pranje korenin 4. Zdrobljene korenine se nato dovajajo v parne kopeli 5 krmne naprave ali v voziček 6 zračne poti za transport v drug prostor.
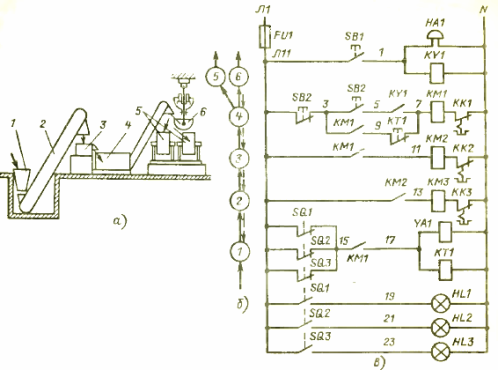
riž. 1. Proizvodna linija za predelavo korenovk in gomoljnic
Ta linija je tipičen tekoči sistem. V takem sistemu je za zagotovitev pravilnega delovanja zagotovljena blokada mehanizmov, tj. nastavitev določenega zaporedja njihovega zagona in zaustavitve in praviloma blokada poteka v smeri, nasprotni smeri poteka procesa.
Za krmiljenje takšne linije se uporablja električno krmilno vezje (električno vezje) (slika 1, c).Prikazuje zaganjalnike posameznih mehanizmov. Da bi ugotovili skladnost diagrama s tehnološkim procesom, so na levi strani diagrama prikazani tehnološki diagram in bloki (slika 1, b).
Načelo delovanja električnega tokokroga
Zalogovnik ima zapiralni solenoid blažilnika YA1. Za krmiljenje mehanizmov 2-4 so predvideni zaganjalniki KMZ-KM1 za krmilni gumb SB2. Gumb SB1 je zasnovan tako, da daje signal za zagon, opozorilne lučke HL1 -HL3 - za signalizacijo delovnih stanj mehanizmov 5 in 6.
Če želite zagnati linijo, pritisnite gumb SB1, da dobite predzagonski signal, zazvoni zvonec HA1, aktivira se rele KY1, ki zapre svoj kontakt v tokokrogu prvega zaganjalnika KM1 za zagon. Nato, ne da bi sprostili gumb SB1, pritisnite gumb SB2, vklopite zaganjalnik KM1, nato se zaganjalniki KM2 in KMZ zaženejo skozi kontakte drug drugega, aktivira se solenoid YA1, ki odpre loputo. V delo so vključeni vsi stroji, predelane so korenovke in gomoljnice.
Delovanje linije se nadaljuje, dokler se ne napolnijo parne kopeli 5 ali ohišje vozička 6. To bo signalizirano z njihovimi končnimi stikali SQ1 — SQ3. Njihov signal odpre napajalni tokokrog elektromagneta YA1 in časovnega releja KT1. Elektromagnet sprosti ventil lijaka 1 in ta pod delovanjem povratne vzmeti blokira pretok korenovk na transportni trak 2 in naprej.
Časovni rele KT1, nameščen v tokokrogu, je zasnovan za spreminjanje linije, tj.po izklopu lijaka 1 stroji še nekaj časa delujejo, kar je potrebno za popolno čiščenje strojev iz ostankov korenovk. Po tem času rele s svojim kontaktom izklopi vse mehanizme. Za ročno zaviranje ima tokokrog kontakt za odpiranje gumba SB2.
Enovrstični diagram napajanja proizvodne linije
Najbolj priročno je koncentrirati vso nadzorno opremo v nadzorni plošči. V tem primeru je shema napajanja strojev prikazana na sl. 2.
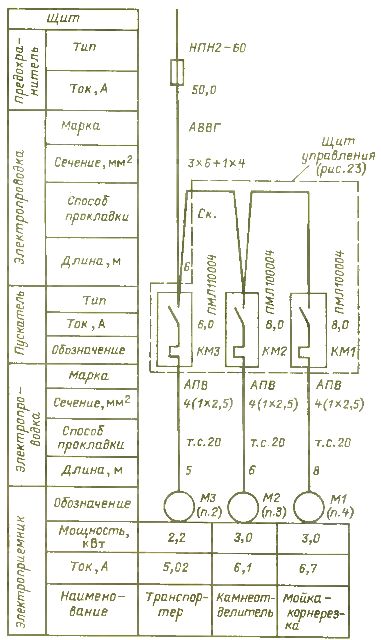
riž. 2. Enovrstični diagram napajanja proizvodne linije
Varovalka je nameščena v napajalni plošči hranilnika. Zaganjalniki brez zaščitnih pokrovov serije PML so nameščeni v plošči in so opremljeni z električnim zaščitnim termičnim relejem RTL -1012 za tok 8 A, z območjem nastavitve 5,5 - 8 A. Specifični zaščitni tok je nastavljen glede na tok motorja.
Zaganjalnik KM1 je priložen kontaktna priloga PKL-2204, ker vezje za delovanje potrebuje tri pomožne kontakte in ima samo en zapiralni pomožni kontakt.
Shema napajanja električnih pogonov je praviloma podana v enovrstični sliki. Prikazuje močnostne stikalne naprave, električne napeljave in načine njihovega polaganja.
Shema nadzorne plošče in shema električne opreme v plošči
Nato je izdelana risba nadzorne plošče, na kateri je nameščena krmilna oprema (slika 3). Za vgradnjo je sprejeta naslednja oprema: signalne svetilke HL1-HL3 (AC-220), gumbi SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), rele KY1 (RPU-2M, 2z), KT1 (VL-18- 1 ), varovalka FU1 (PRS-6-P), tokovni vložek 6 A, priključni blok XT (BZ-10).
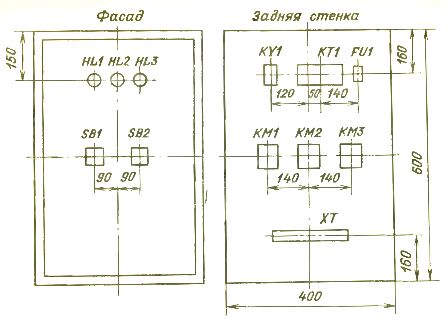
riž. 3. Splošni pogled na nadzorno ploščo s postavitvijo električne opreme
Nato je prikazana risba priključkov tiskanega vezja (električna shema - slika 4), na kateri so narisane električne sheme vgrajene električne opreme brez upoštevanja merila, serijskih številk (v števcu) in položajnih oznak. po principu diagrama (v imenovalcu) so postavljeni nad vsako sliko.
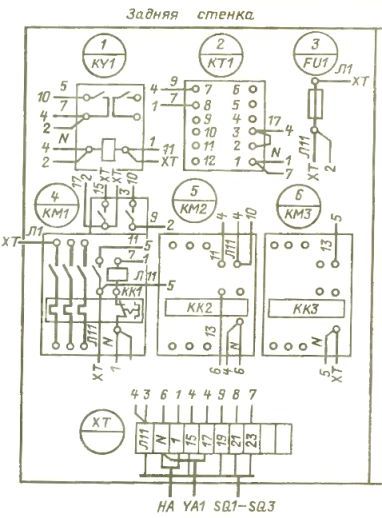
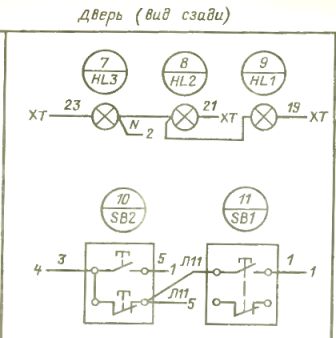
riž. 4. Shema ožičenja električne opreme v nadzorni plošči
Namestitev se izvede na enega od načinov, na primer z metodo nasprotnih naslovov, pri kateri so segmenti žic prikazani na ustreznih sponkah opreme, na katerih je znamka žice napisana v skladu s shematskim diagramom, in ko je na koncu navedena številka naprave, na katero je ta žica usmerjena. Na nasprotni napravi je ista žica označena s številko prejšnje naprave.
Shema povezave stikalne plošče in električne opreme
Nato se sestavi diagram priključne plošče in električne opreme (slika 5). 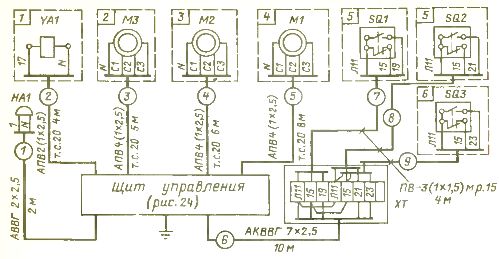
riž. 5. Shema zunanje povezave nadzorne plošče in električne opreme
V takem diagramu, kot v prejšnjem primeru, so potrebni procesni stroji z njihovo električno opremo in pripadajočo napeljavo prikazani v skladu s shematskim diagramom. Upoštevati je treba, da je dovoljeno, da na diagramu ne narišete ožičenja do elektromotorjev, saj so na voljo na enočrtnem diagramu na sl. 2.
Postavitev električne opreme na proizvodni liniji
Končna risba projekta je postavitev električne opreme (slika 6).Nanj se nanaša načrt prostorov in poenostavljena tehnološka oprema, nameščena je zasnovana električna oprema, v simbolih, v bližini katerih so referenčne oznake v skladu s prejšnjimi projektnimi risbami, so prikazane napeljave in navedene njihove pogojne številke. glede na povezovalni diagram in enočrtni diagram.
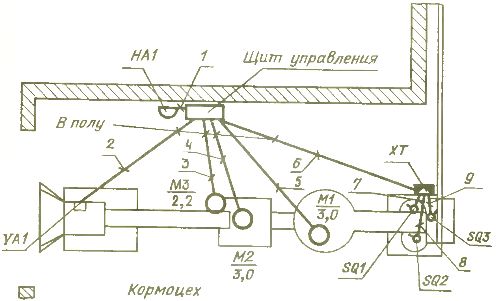
riž. 6. Lokacija električne opreme
Ta in prejšnje risbe so nepogrešljive za praktično izvedbo projekta na mestu.