Povezovanje in razvejanje žic z zvijanjem
 Metoda povezovanja žic z zvijanjem je enostavna za izvedbo, vendar zahteva naknadno spajkanje povezave. Ko so zvite, imajo žice malo kontaktnih točk in ko tok teče skozi povezavo, se kontakt pregreje, kar lahko povzroči požar. Zato povezovanje žic z zvijanjem brez spajkanja ni dovoljeno. Spajkanje zagotavlja zanesljivost električnega kontakta in zahtevano mehansko trdnost.
Metoda povezovanja žic z zvijanjem je enostavna za izvedbo, vendar zahteva naknadno spajkanje povezave. Ko so zvite, imajo žice malo kontaktnih točk in ko tok teče skozi povezavo, se kontakt pregreje, kar lahko povzroči požar. Zato povezovanje žic z zvijanjem brez spajkanja ni dovoljeno. Spajkanje zagotavlja zanesljivost električnega kontakta in zahtevano mehansko trdnost.
prejemam visokokakovostno spajkanje potrebno je izbrati pravo spajko, odstraniti oksidni film na povezanih kontaktnih površinah. Pri povezovanju bakra se oksidni film odstrani pred spajkanjem, pri povezovanju aluminijastih žic pa med spajkanjem.
Temperatura segrevanja spajkalne točke mora biti 30-50 ° C višja od temperature taljenja spajke in talila. Nizka temperatura daje tako imenovano "hladno spajkanje", ki ima nizko mehansko trdnost in ustvarja nezanesljiv električni kontakt.
Pri spajkanju se spajkalnik ne sme pregrevati.V tem primeru začne kolofonija goreti in namesto da bi očistila površino, jo kontaminira. Da bi se izognili poškodbam izolacije, 2-3 mm dolgega odseka jedra pred rezanjem ne kositrimo.
Značilnost spajkanja in varjenja aluminijastih žic je, da se med postopkom spajkanja oksidni film s površine povezanih žic mehansko odstrani pod plastjo staljene spajke ali kemično - s posebnimi talili, ki uničijo oksidni film pri določenem času. temperaturo. Na koncu spajkanja ostanke talila previdno odstranimo, saj lahko povzročijo prekinitev kontakta.
Spajkanje aluminijastih žic na vlažnem zraku zaradi možne korozije ni priporočljivo. Spajkalna mesta so zaščitena pred vlago z zaščitnimi pokrovi.
Povezava in razvejanje enožilnih in večžilnih bakrenih žic PR, PRVD, PRD se uporablja pri odprtem ožičenju zvitkov in izolatorjev. Ta metoda se uporablja tudi pri električnih napeljavah s ploščatimi vodniki PPV itd., Ko priključne omarice nimajo vložka s kontaktnimi sponkami.
Žične metode so prikazane na sliki 1.
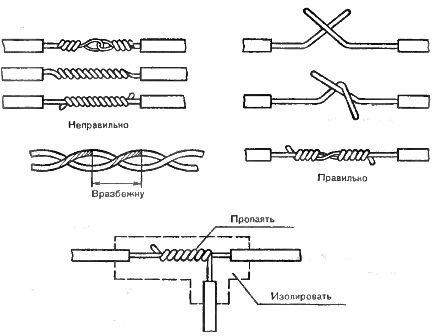
riž. 1. Metode povezovanja in razvejanja žic z zvijanjem
Za povezavo dveh kosov žic je potrebno tesno zasukati žice tokovnih žic in jih prekrižati. Konec leve žice naredimo 6 - 8 zavojev okoli desne, konec desne žice pa prav tako 6 - 8 zavojev okoli leve, vendar v drugo smer.
Sukani spoji morajo biti vsaj 10-15 premerov povezovalnih žic. Spoji se stiskajo s kleščami, spajkanimi s spajkom POS-3O ali POS-40.Spajkani zasuk je izoliran po celotni dolžini priključka z obveznim zajemanjem neočiščene izolacije žic. Povezava dveh zvitih žic med seboj poteka naključno.
Spajkanje aluminija se izvaja s spajkalnikom s spajko A. Če se uporabljajo druge spajke, se uporablja pihalnik. Spajka A je odporna proti koroziji, primerna za spajkanje in kositrenje. Oksidni film aluminija se mehansko uniči, ko žico drgnemo s spajkalom, zato pri spajkanju ni potreben fluks.
Pri spajkanju enožilnih aluminijastih vodnikov s presekom 2,5-10 mm2 se povezava in razvejanje izvedeta v obliki dvojnega zasuka z utorom. Izolacija je odstranjena iz žil, brušena do kovinskega sijaja, prekrita z dvojnim zavojem, da se oblikuje utor na mestu stika žil.
Spoj se segreje s pihalnikom ali spajkalnikom do točke, ko se poganjek začne topiti. S spajkalnikom A močno podrgnite utor na eni strani. Zaradi trenja se film odlušči in utor se napolni s spajko. Podobno je utor na drugi strani napolnjen s spajkanjem. Po ohlajanju se zvijalna zmes izolira.