Kaj je delna, kompleksna in popolna avtomatizacija
Za tehnološki napredek je značilno nenehno širjenje avtomatizacije proizvodnje — od delne avtomatizacije, to je avtomatskega izvajanja posameznih proizvodnih operacij, do kompleksne avtomatizacije, od kompleksne — do popolne avtomatizacije z vedno večjim prehodom na delavnice in avtomatske tovarne, ki zagotavljajo najvišjo tehnično in ekonomsko učinkovitost. …

Delna avtomatizacija
Predpogoj za avtomatizacijo proizvodnje je mehanizacija vseh osnovnih in pomožnih operacij tehnološkega procesa. Delna avtomatizacija je značilnost vsake proizvodnje.
Prenos človeških funkcij na stroj za premikanje orodij je odstranil omejitve, ki so jih fizične zmožnosti človeka postavile razvoju proizvodnje, in povzročil močan skok v njeni ravni in obsegu, znan kot industrijska revolucija poznega 18. in zgodnjega 19. stoletja.
Od nastanka prvih avtomatskih strojev se je avtomatizacija proizvodnje nenehno in kakovostno razvijala.Zamenjava obsežnega parnega stroja z majhnim in enostavnim upravljanjem električni motorji temeljito spremenila principe delovanja in zasnove delovnih strojev ter spremenila principe upravljanja.
Posamezen pogon ločenih delovnih teles strojev in uvedba električnih povezav med njimi je močno poenostavila kinematiko strojev, jih naredila manj okorne in zanesljivejše.
Električne povezave so v primerjavi z mehanskimi povezavami bolj prilagodljive in priročne za delovanje omogočile ustvarjanje kombiniranega električnega in mehanskega programiranega krmiljenja, ki je zagotavljalo avtomatsko izvajanje neizmerno zahtevnejših operacij kot avtomati z mehanskim programatorjem (Prednosti električnih sistemov avtomatizacije).
Z električnimi povezavami ne le enostavno dosežemo potrebno zaporedje gibanja delovnih organov, ampak to zaporedje enostavno spremenimo, da obnovimo delovni stroj za predelavo novega izdelka. Na primer, sodoben računalniško voden avtomat (prim. CNC stroj) lahko obdeluje dele vseh oblik. Za obnovitev takega stroja je potrebno le spremeniti program.

Električno programirano krmiljenje ne more le izvesti potrebnega cikla gibanja delovnih teles brez človekovega posredovanja, temveč tudi zagotoviti samodejni zagon takega cikla, ko so izpolnjeni določeni pogoji, na primer, ko se stroj sprosti iz že obdelanega izdelka, je nov del materiala in njegovih ustreznih prostorov, ki se nahajajo glede na delovne organe ...
Za samodejno izvajanje takšne operacije mora biti stroj opremljen z občutljivimi elementi - senzorji, ki spremljajo izpolnjevanje posameznih pogojev. Poleg tega mora nadzorni sistem sam znati preveriti nabor izpolnjevanja teh pogojev, torej rešiti nek logični problem (glej:Logična operacija).
Avtomatski regulatorji so postali razširjeni, ki so pri opravljanju svojih funkcij veliko hitreje in natančneje, kot jih lahko oseba, zagotovili znatno izboljšanje tehničnih in ekonomskih kazalnikov številnih industrij in procesov.Služijo za vzdrževanje konstantne napetosti generatorja, vrtljajev stroja, tlak in temperatura pare v kotlih, debelina traku v valjarnah, temperatura v električnih pečeh itd.
Ni proizvodnje, kjer ne bi uporabljali avtomatskih krmilnikov - naprav za krmiljenje avtomatskih krmilnih sistemov. V nekaterih primerih so ti sistemi omogočili ustvarjanje novih procesov in enot, ki jih ni bilo mogoče implementirati ročno (npr jedrske elektrarne).
Kompleksna avtomatizacija
Največji učinek uporabe avtomatskih krmilnih sistemov dosežemo s celovitim pokritjem avtomatizacije vseh strojev in tehnoloških enot delavnice ali oddelka.
Integrirana avtomatizacija je stopnja avtomatizacije proizvodnje, v kateri se celoten niz operacij obdelave materiala, vključno z njihovim transportom, izvaja s pomočjo sistema avtomatskih strojev in tehnologij, enot po vnaprej določenih programih in načinih, z uporabo različnih avtomatskih naprav, ki jih združuje skupni sistem. upravljalni sistem.
S kompleksno avtomatizacijo se človeške funkcije pri nadzoru tehnološkega procesa zmanjšajo na spremljanje poteka procesa, analizo njegovih kazalcev in izbiro načinov delovanja opreme kot nabor nalog za avtomatske regulatorje in programske naprave, v katerih so najboljši kazalniki. se dosežejo pod temi pogoji.
Najlažje je integrirati avtomatizacijo v kontinuirani proizvodnji, procesih, katerih ločeni odseki so prisilno povezani skozi en sam materialni tok.
Primer kompleksne procesne avtomatizacije je avtomatska linija, v kateri vsak avtomatski stroj s pomočjo programske naprave izvaja vnaprej določeno zaporedje gibov svojih delovnih organov za izvedbo dane faze obdelave materiala, in celoten niz linearnih strojev, povezanih s samodejno delujočimi transportnimi napravami — splošno zaporedje faz obdelave do prejema končnega izdelka.

Popolnoma avtomatizirana podjetja so vsa Elektrarna (Jedrska elektrarna, termoelektrarna, hidroelektrarna). Upravljanje glavne električne in mehanske opreme v teh postajah se izvaja samodejno, nadzor nad njenim delovanjem pa je praviloma koncentriran na eni točki, od koder izmenski dispečer nastavi potrebne načine.
Operativno upravljanje mora biti centralizirano in skoncentrirano v rokah ene osebe. Potreba po takšni centralizaciji je posledica dejstva, da je za odločitev o izbiri načinov posameznih tehnoloških enot potrebna popolna slika celotne proizvodnje, procesa, to je obdelave vseh informacij, ki prihajajo iz vseh delov podjetja. postopek, je potreben.
Zato med krmilnimi sistemi vidno mesto zavzemajo naprave, katerih naloga je organizirati komunikacijo med človekom in stroji, olajšati človeku nadzor nad procesi, razbremeniti njegov živčni sistem, osvoboditi možgane stresa in rutine. delo.
Poleg tega oseba pogosto ne more obdelati velikega toka informacij o poteku procesov brez pomoči dodatnih naprav.
Na primer, v pogojih centraliziranega upravljanja razvejanih elektroenergetskih sistemov postanejo funkcije dispečerja centralne nadzorne točke vse bolj zapletene, odločanje pa se praviloma izvaja v pogojih akutnega pomanjkanja časa. Vse to zahteva hitro zbiranje raznolikih informacij, ki se človeku pokažejo v obliki lahko opaznega rezultata, potrebnega za odločanje.
S centraliziranim nadzorom so vse informacije o statusu proizvodnje in procesa centralizirane z dispečerji ali operaterji v izmenah.
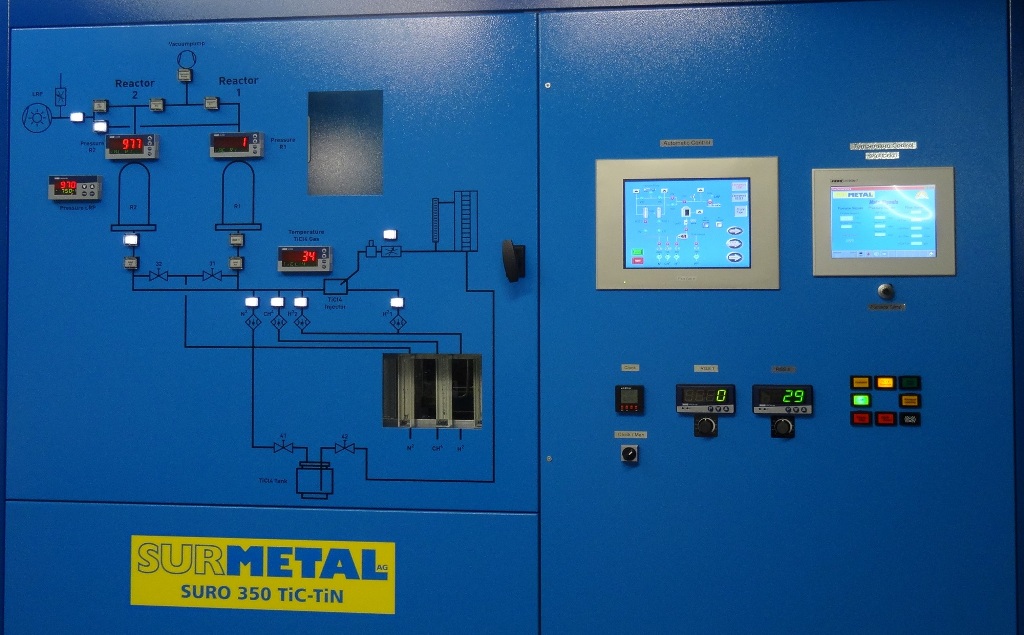
Za posredovanje informacij osebi so na ploščah nadzornega centra pred operaterjem ali dispečerjem nameščene številne kazalne in snemalne naprave. Nadzorna soba ima poleg naprav tehnične naprave, ki omogočajo spremljanje različnih kritičnih delov proizvodnje.

Na fotografiji je nadzorna soba. To so navpične plošče, na katerih se nahajajo mnemonične sheme nadzorovane industrije, procese, merilne instrumente in različne alarmne indikatorje ter panele avtomatskih krmilnih naprav, včasih tudi daljinske tipke in gumbe.
Ker se v podjetjih in panogah z velikim ozemljem izmenjava informacij med objekti nadzora in upravljanja ter dispečerskim centrom izvaja s pomočjo tehničnih sredstev telemehanike, so naprave za reprodukcijo teh sistemov nameščene na dispečerski plošči.
Oseba, ki obvladuje proces na podlagi poznavanja njegovih lastnosti in značilnosti, uporablja obsežno predvidevanje in je zato sposobna bistveno izboljšati obvladovanje procesa. V ožjem okviru tega procesa je znanje model procesa v človeških možganih.
Preden izbere eno ali drugo krmilno dejanje, oseba s pomočjo tega "modela" špekulativno preveri, kakšni bodo rezultati dejanj na izhodnih parametrih procesa.
Šele ko se prepričamo, da bo ta vpliv prisilil proces, da se spremeni v želeno smer oziroma ohrani njegov potek nespremenjen, ta vpliv prenesemo na realni proces, pri čemer njegov potek nenehno primerjamo z dobljenimi špekulativnimi rezultati in izpopolnjujemo model.
Podobno kot to počne človek, lahko deluje tudi avtomatski prediktivni nadzorni sistem. Takšen sistem mora imeti model procesa, naprave, ki zagotavljajo samonastavitev parametrov modela, da se ujemajo z dejanskim procesom, in napravo, ki samodejno išče model za takšna krmilna dejanja, ki zagotavljajo najboljšo zmogljivost procesa. Zaznane vplive je treba samodejno prenesti v dejanski proces.
Primer zapletenega avtomatskega krmilnega sistema je neprekinjena peč za segrevanje materiala, opremljena z regulatorji temperature v delovnem prostoru in regulatorji pretoka goriva in zraka, ki se dovaja v gorilnike peči.
Ogrevanje materiala, ki zapušča peč, je odvisno od temperature njegovega delovnega prostora, hitrosti gibanja materiala in številnih drugih dejavnikov. Po drugi strani pa je temperatura delovnega prostora določena s količino porabe goriva in razmerjem med porabo goriva in zraka ter je odvisna tudi od hitrosti gibanja segretega materiala.
Težave vzdrževanja temperature materiala v tem primeru ni mogoče rešiti z namestitvijo ločenih, nepovezanih regulatorjev temperature in pretoka.
Potrebno je, da se referenca na regulator temperature v peči avtomatsko povečuje z večanjem hitrosti gibanja materiala v peči, referenca na regulator pretoka zraka pa z večanjem porabe goriva.
Težke naloge se pojavljajo tudi pri izdelavi sistemov za vodenje procesov z več pretvorbami energije. Primer taljenja v plavžu. Tu krmilni zakon določa nabor zahtevanih vrednosti posameznih procesnih parametrov (temperatura, tlak, pretok itd.), na vsakega od njih pa vplivajo številne motnje, ki jih povzročajo zunanji in notranji dejavniki tega procesa.
Uspeh integrirane avtomatizacije obstoječih proizvodnih območij je skoraj v celoti odvisen od skladnosti obstoječe opreme in tehnologije z zahtevami za avtomatsko vodenje.
Oprema večine delujočih podjetij je zasnovana za ročno upravljanje.Zato mora kompleksno avtomatizacijo praviloma spremljati posodobitev ali popolna zamenjava opreme, sprememba tehnologije in organizacije proizvodnje, pri kateri bi bile v celoti izkoriščene možnosti avtomatskega krmiljenja glede hitrosti in natančnosti.
Pred popolno avtomatizacijo katerega koli proizvodnega področja je treba opraviti temeljito tehnično in ekonomsko analizo celotnega sklopa ukrepov za ugotavljanje ekonomske učinkovitosti. Popolna avtomatizacija vam omogoča centralizacijo proizvodnje in upravljanja procesov, zmanjšanje osebja, povečanje produktivnosti opreme, izboljšanje kakovosti izdelkov in zmanjšanje stroškov.
Za kompleksne procese centralizacija upravljanja zahteva uporabo avtomatskih sistemov upravljanja, ki omogočajo zbiranje informacij o napredku nadzorovanega procesa in posredovanje osebi v obliki, ki mu ustreza.
Integrirana avtomatizacija je korak k popolni avtomatizaciji, ki se konča z ustvarjanjem delavnic in avtomatskih tovarn.
Popolna avtomatizacija
Popolna avtomatizacija je stopnja avtomatizacije proizvodnje, v kateri sistem avtomatskih strojev brez neposrednega sodelovanja človeka izvaja celoten obseg operacij določene proizvodnje, procesa, vključno z izbiro in vzpostavitvijo načinov dela, ki zagotavljajo najboljšo učinkovitost v danih pogojih. .
Dolžnosti osebe so zmanjšane na spremljanje pravilnega delovanja sistema vodenja in njegovih posameznih enot ter na uvajanje nalog in meril v ta sistem, ki jih mora proces izpolnjevati.
Pri enostavnih procesih, ki tečejo v konstantnih pogojih, se lahko optimalni način, ko je izbran in nastavljen, vzdržuje dolgo časa, koncept popolne avtomatizacije pa sovpada s konceptom kompleksne avtomatizacije.
Za večino procesov, ki so podvrženi zunanjim motnjam, je glavna razlika med popolno avtomatizacijo in kompleksno avtomatizacijo prenos funkcije izbire in usklajevanja načinov delovanja posameznih strojev in enot (tudi v izrednih razmerah) od osebe do avtomatskega nadzornega sistema.

Osnova za prehod na popolno avtomatizacijo je samodejno iskanje in vzpostavitev optimalnih načinov delovanja opreme ter avtomatizacija operativnega vodenja, to je usklajevanje načinov posameznih strojev in enot.
Za reševanje teh težav se široko uporabljajo računalniške tehnologije, zlasti krmilni stroji (krmilniki, industrijski računalniki), analiziranje poteka proizvodnje, procesa, sintetiziranje zakonov vodenja in določanje kriterijev optimalnosti. Samodejna analiza tehnološkega toka in sinteza krmilnih zakonov vnaprej določata samoprilagodljivost sistemov za popolno avtomatizacijo.
Sistemi popolne avtomatizacije imajo hierarhično načelo gradnje:
- Na 1. stopnji so programski in logični krmilni sistemi ter avtomatski nadzorni sistemi;
- na 2. stopnji — sistemi za avtomatsko optimizacijo posameznih strojev in agregatov;
- na 3. stopnji - avtomatski sistemi za operativno upravljanje.
Trinivojska nadzorna hierarhija določa funkcionalno strukturo sistemov popolne avtomatizacije.Ločljivost strojne opreme tega sistema je lahko različna, sistem je mogoče zgraditi, kot je prikazano zgoraj, lahko pa je zgrajen brez jasne ločitve funkcij, ki jih opravljajo posamezne naprave.

Vse večja kompleksnost nadzornih nalog vodi do povečanja števila in kompleksnosti opreme ter posledično do povečanja verjetnosti motenj normalnega delovanja sistema.
Zaradi nenehne intenzifikacije procesov in povečevanja njihovega obsega ter temu primerno naraščajoče nevarnosti nesreč je problem zanesljivosti pri avtomatizaciji proizvodnje še pomembnejši. Zato se razvijajo vedno bolj zanesljivi elementi in načini za njihovo povezovanje ter se iščejo načini za izgradnjo zanesljivih sistemov iz premalo zanesljivih elementov.
Sistem popolne avtomatizacije je kompleksen in razvejan avtomatski krmilni sistem, ki zahteva visoko zanesljivost, ki jo zagotavlja tako zanesljivost posameznih elementov kot tudi zanesljivost konstrukcije.
Naloga popolne avtomatizacije je ustvarjanje avtomatskih delavnic in podjetij (avtomatskih tovarn). Velik ekonomski učinek popolne avtomatizacije je dosežen z izboljšanjem uporabe opreme, zagotavljanjem ritma procesa z optimalno produktivnostjo in kakovostjo izdelkov v danih pogojih.
poglej: Avtomatizacija tehnoloških procesov, Industrijski roboti v sodobni proizvodnji, Avtomatizacija sistemov za upravljanje oskrbe z električno energijo
Razvoj tehnologije avtomatskega vodenja je nemogoč brez napredka v opremi in predvsem v tistih elementih, iz katerih so zgrajene krmilne naprave.Najpomembnejši problem pri razvoju opreme in sistemov za avtomatsko krmiljenje je povečanje njihove zanesljivosti.