Izračuni stopnje porabe električne energije
 Pri razvoju standardov porabe energije se uporabljajo trije glavni pristopi: eksperimentalni, računalniško-analitični in statistični.
Pri razvoju standardov porabe energije se uporabljajo trije glavni pristopi: eksperimentalni, računalniško-analitični in statistični.
Izkušen način zahteva meritve porabe električne energije za vsako operacijo v načinih tehnološkega procesa, ki jih določajo pravila. Porabo električne energije na enoto proizvodnje določimo s seštevanjem obratovalnih stroškov.
Ta pristop zahteva uporabo velikega števila merilnih naprav in znatne stroške dela. Za pridobitev zanesljivih rezultatov za vsako operacijo je potrebno izvesti veliko število meritev in statistično obdelavo rezultatov ter primerjati pridobljene podatke s stroški lokacije, delavnice, proizvodnje. Zato je ta metoda uporabna predvsem za določanje posameznih standardov v določenem proizvodnem okolju.
Računalniško-analitična metoda vključuje določanje stopnje porabe električne energije z izračunom - glede na podatke o potnem listu tehnološke opreme, ob upoštevanju stopnje njene obremenitve, načinov delovanja in drugih dejavnikov. Za splošne standarde proizvodnje je treba upoštevati tudi moč in načine delovanja vse pomožne opreme (prezračevanje, oskrba z vodo in kanalizacijo, električna razsvetljava, potrebe po popravilu itd.).
Načini delovanja porabnikov električne energije se upoštevajo z različnimi koeficienti (vklop, polnjenje itd.), katerih empirična izbira in naključna narava povzročata pomembne napake. Izračun nabora komponent porabe energije po elementih naredi metodo izjemno zamudno.
Statistična metoda racioniranja, ki temelji na statistični obdelavi podatkov o splošnih in specifičnih stroških za določeno časovno obdobje in ugotavljanju dejavnikov, ki vplivajo na njihovo spremembo. Izračuni so narejeni glede na odčitke števcev električne energije in podatke o izhodu izdelka. Ta metoda je najmanj zamudna, zanesljiva in se pogosto uporablja v praksi racionalizacije porabe energije. Oglejmo si praktične metode njegovega izvajanja.
Specifična poraba električne energije se izračuna za poseben objekt - proizvodno mesto, delavnico ali ločeno energetsko intenzivno enoto, ki ima na vhodu "lastni" števec. Organizacija merjenja električne energije je predpogoj za učinkovito regulacijo.
Tehnični sistem za merjenje električne energije pogosto ne sovpada z upravno delitvijo podjetja zaradi kompleksnosti in razvejanosti sistemov oskrbe z električno energijo. Zato je treba pri imenovanju upravnih enot, ki izvajajo normiranje, le-te preslikati na obračunske enote.
Za nadzorovani predmet se razlikujejo glavne vrste izdelkov, katerih obseg proizvodnje se lahko izračuna za izmeno, dan ali en cikel delovanja opreme. V skladu s tem se odčitki števcev električne energije jemljejo v izmenah, dnevno ali za vsak delovni cikel.
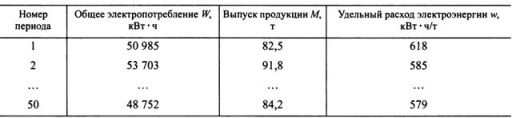
Za izračun značilnih kazalnikov je potrebna pripravljalna faza za zbiranje statističnih podatkov - najmanj 50 obdobij. Tabela 1 prikazuje primer pogleda začetne predstavitve podatkov. Na koncu vsakega časovnega intervala se zabeleži skupna poraba električne energije objekta (na števec) in proizvodnja. V zadnjem stolpcu so vpisane vrednosti specifične porabe električne energije, dobljene po formuli w = W / M, kjer je W dejanska poraba električne energije za proizvodnjo izdelkov v količini M (količino lahko merimo v različne enote).
Razdelek. 1.
Dejanska specifična poraba električne energije za različna časovna obdobja ni enaka, kar je posledica različne obremenitve izbranega objekta, načinov obratovanja, sestave surovin in drugih dejavnikov.Če so vsi ti pogoji enaki, potem so vrednosti stroškov na enoto blizu za različna obdobja, njihova porazdelitev mora biti normalna (Gaussova).V tem primeru lahko dobite povprečno vrednost porabe električne energije za več obdobij in uporabite ga kot standard.
Opozoriti je treba, da je porazdelitev eksperimentalnih podatkov normalna (Gaussova) le v primeru enakih pogojev tehnološkega procesa in enakih parametrov izdelanega izdelka. Podatki pogosto ne sledijo normalni porazdelitvi zaradi dveh dejavnikov.
Prvič, lahko pride do spremembe parametrov izdelkov, surovin ali načinov delovanja opreme. Na primer, vrsta jekla in profil valjane kovine močno vplivata na porabo energije (valjanje armature določa specifično porabo energije 180 kWh, nerjavno jeklo istega premera - 540 kWh). V teh primerih mora biti nadzor organiziran tako, da se pridobi potrebno število meritev iz homogenih proizvodov.
Drugič, kršitev normalne porazdelitve je razložena s tehnološkimi lastnostmi, ki se v tem primeru kažejo v odstopanjih od tehnologije, zavrnjenih in zgrešenih ocenah (na primer, prostornina taline je bistveno manjša od nominalne). Te primere mora pristojni tehnolog prepoznati in ukrepati. Odstopanje porazdelitve od normale določa določeno območje, ki z organizacijskimi ukrepi določa možne količine prihranka energije.
Za pridobitev razumnih normativov je potrebno preveriti skladnost statističnega zakona porazdelitve specifične porabe električne energije z normalno (Gaussovo) porazdelitvijo. Uporabite lahko test po kriteriju χ2… Če dobljena vrednost kriterija presega teoretično vrednost, je treba hipotezo o ujemanju statistične porazdelitve z normalo zavrniti.
To pomeni, da iz dobljenih podatkov ni mogoče izdelati enotne stopnje porabe električne energije na proizvodno enoto, potem jih je treba razdeliti glede na značilne tehnološke načine, izračunati za vsako stopnjo porabe energije, ali določiti statistično odvisnost od specifična poraba po vplivnih dejavnikih w = f (x1, x2, x3), pri čemer lahko obseg proizvodnje deluje kot faktorji x1, x2, x3, temperatura, hitrost obdelave itd.
Če preverjanje potrdi, da je porazdelitev stroškov na enoto blizu običajne, se na podlagi teh podatkov lahko določi stopnja porabe električne energije. Za spremljanje je najbolj priročno nastaviti območje, v katerem naj bo specifična poraba energije.
Razpon je najenostavneje določen s srednjo stopnjo pretoka in standardnim odklonom. σ... Preprosto povedano, spodnjo mejo območja lahko predpostavimo, da je enaka wmin = wWed — 1,5σ, zgornja pa — wmax = wcp + 1,5σ... Po pravilu 10 — 20% specifične električne energije poraba, prejeta v dejanskih proizvodnih pogojih, presega določeno območje, kar je posledica napak delavcev, kršitev režima, odstopanj v kakovosti izdelkov itd.Tehnološko osebje bi moralo biti pozorno na takšne primere in ukrepati.
Poudarjamo, da norme, pridobljene s katero koli od teh metod, odražajo načine porabe energije za proizvodnjo izdelkov samo v podjetju, kjer so pridobljeni, in jih ni mogoče razširiti niti na industrijo kot celoto niti na drugo podjetje. To je posledica individualnih lastnosti vsakega podjetja kot kompleksnega sistema tehnološkega tipa.
Na primer, tehnološki standard za valjarsko proizvodnjo je bil eksperimentalno določen glede na temperaturo kovine, hitrost valjanja, kalibracijo, trenje ležajev, tehnološke izgube itd. hitrost rezanja in čas obdelave, vendar pa teh rezultatov ni mogoče prenesti na vsa obdelovalna orodja, niti znotraj enega obrata, saj je v praksi veliko vrst obdelanih delov in načinov obdelave.
Poleg tega, kako uporabite te hitrosti, dobljene za vsako podrobnost? Nemogoče je postaviti števca električne energije v bližino stroja in primerjati porabo vsakega dela s standardom. Posploševanje standardov ob upoštevanju števila in obsega proizvedenih delov bo povzročilo veliko napako zaradi nezmožnosti upoštevanja vseh dejavnikov pri delu.
Prav tako je z računsko analitično metodo nemogoče preiti od podatka o nazivni moči posameznih električnih sprejemnikov ob upoštevanju vseh možnih tehnoloških načinov, vrste izdelkov, kakovosti surovin do porabe električne energije za delavnico ali podjetje. za mesec, četrtletje, leto.
Nemogoče je dobiti ocenjeno vrednost porabe energije v podjetju s seštevanjem različnih specifičnih norm za celotno paleto izdelkov. Da bi to naredili, je treba vnaprej načrtovati ne le skupno količino izdelkov, ki bodo izdani v naslednjem mesecu (četrtletju, letu), temveč tudi natančno razdeliti po blagovnih znamkah, značilnostih načinov obdelave in številnih drugih dejavnikih. To je bilo v razmerah planskega gospodarstva nemogoče, zdaj pa še toliko bolj.
Nemogoče je primerjati različna podjetja in po razširjenih standardih za celotno tovarno tudi s tesnimi tehnološkimi cikli. Tako je leta 1985 v podjetjih črne metalurgije specifična poraba električne energije 1 tone valjanih izdelkov znašala od 36,5 do 2222,0 kW • h / t s povprečjem industrije 115,5 kW * h / t; za konvertersko jeklo — od 13,7 do 54,0 kW • h / t s povprečjem v industriji 32,3 kW • h / t.
Tako pomembno širjenje je razloženo z razliko v tehnoloških, organizacijskih in socialnih dejavnikih za posamezno proizvodnjo, pri čemer je jasno, da povprečne industrijske norme ni mogoče razširiti na vsa podjetja. Hkrati se podjetje ne more šteti za neučinkovito, če presega povprečje panoge.
Zmanjšana proizvodnja, nepopolna in neenakomerna uporaba opreme povzročajo višje stroške na enoto, kar še povečuje vrzel v podatkih. Zato v današnjih razmerah povprečne ravni porabe električne energije v industriji ni mogoče uporabiti niti za napoved porabe energije niti za oceno prihrankov energije.