Eksplozijsko varjenje - kaj je in kako se uporablja
 Zelo pogosto se v procesu načrtovanja konstrukcij inženirji soočajo s problemom izbire materiala - tisti materiali, ki so idealni za opravljanje nekaterih strukturnih funkcij, nimajo potrebnih lastnosti za izpolnjevanje drugih operativnih zahtev. Na primer, material ima lahko dobro odpornost proti koroziji, električno prevodnost in toplotno prevodnost, vendar nezadostno trdoto ali odpornost proti obrabi. Materiali, proizvedeni z eksplozijskim varjenjem.
Zelo pogosto se v procesu načrtovanja konstrukcij inženirji soočajo s problemom izbire materiala - tisti materiali, ki so idealni za opravljanje nekaterih strukturnih funkcij, nimajo potrebnih lastnosti za izpolnjevanje drugih operativnih zahtev. Na primer, material ima lahko dobro odpornost proti koroziji, električno prevodnost in toplotno prevodnost, vendar nezadostno trdoto ali odpornost proti obrabi. Materiali, proizvedeni z eksplozijskim varjenjem.
Eksplozivno varjenje kot možen tehnološki postopek je bilo odkrito med drugo svetovno vojno, ko so po eksploziji bomb našli drobce granat, ki so bili zvarjeni z drugimi kovinskimi predmeti. V zgodnjih šestdesetih letih prejšnjega stoletja je DuPont razvil praktičen postopek varjenja z eksplozivom in ga patentiral v ZDA.
Od takrat se je tehnologija eksplozivnega varjenja hitro razvila in se uporablja na številnih področjih, od proizvodnje bimetalov za naftno industrijo do zatesnjenih spojev v elektroniki.Deli, pridobljeni z eksplozijskim varjenjem, so omogočili doseganje prej nedosegljive meje življenjske dobe izdelka - do 30 let.
Postopek eksplozivnega varjenja je na prvi pogled precej preprost. Kovine, ki jih je treba spojiti, morajo biti nameščene tesno skupaj z majhno režo. Eksplozivna plast je enakomerno porazdeljena po zgornji plošči. Nastala sendvič struktura poči in nastane nov strukturni material.
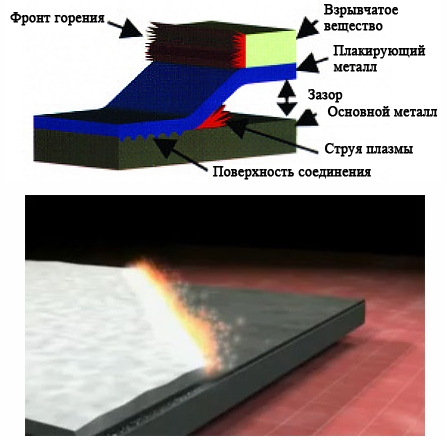
Postopek eksplozijskega varjenja
Iz dveh ločenih in pogosto popolnoma različnih materialov je mogoče dobiti eno samo zvarjeno kovinsko sestavo. Bimetalna plošča nato jih je mogoče nadalje obdelati (npr. valjati) za uporabo v različnih izdelkih. Debelina obloge, nanesene na osnovno kovino, se lahko spreminja od nekaj desetink milimetra do nekaj deset centimetrov.
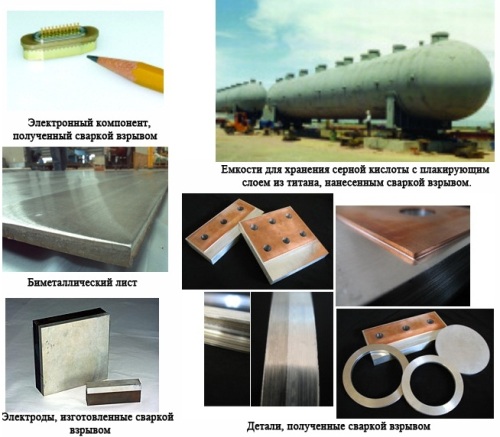
Primeri izdelkov, pridobljenih z eksplozivnim varjenjem
Po varjenju je praviloma potrebno ravnanje nastalega spoja, ki se izvaja na valjih ali na stiskalnici. Sledijo kontrolne operacije — mehanske preiskave in ultrazvočna preiskava zvara.
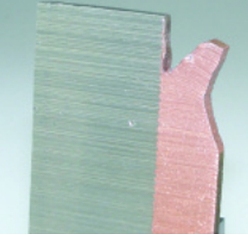
Preskus z dletom zvarnega spoja pokaže, da do loma ne pride vzdolž zvara.
Zvarjen vzorec nerjavečega jekla in aluminija je podvržen upogibnemu preskusu. Zlom je nastal v aluminiju, ne v zvaru
V resnici pa je postopek veliko bolj zapleten. Da bi dobili visokokakovostno povezavo brez razslojevanja, je potreben skrben nadzor številnih tehnoloških parametrov, proizvodnja visokokakovostnih kompozitov pa zahteva veliko izkušenj na tem področju.
Najpogostejši varilni eksploziv je igdanit (mešanica amonijevega nitrata in ogljikovodikovega goriva, najpogosteje dizla).
Količina eksploziva je lahko zelo različna, vendar se večina varilnih postopkov izvaja z eksplozivi, ki tehtajo 10 ... 1000 kg. Očitno je, da tako nevarnega dela ni mogoče opraviti v običajni proizvodni varilnici. Varjenje s peskanjem naj izvajajo licencirani in izkušeni inženirji stran od lokacije ljudi. Upoštevati je treba previdnostne ukrepe v zvezi s peskanjem in shranjevanjem eksplozivov.
Med postopkom varjenja se v območju izpostavljenosti eksplozivu ustvari zelo velika sila, ki lahko doseže več sto tisoč ton. Površinske atomske plasti vsakega od spojenih materialov so izpostavljene plazemskemu curku. Plazma inducira nastanek kovinske vezi, v kateri so kovine med seboj ločene z valenčnimi elektroni.
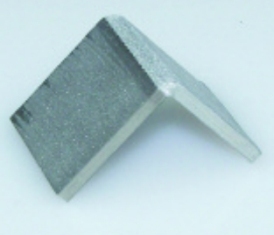
Na bolj makroskopski ravni je zvarni spoj videti kot valovita črta vzdolž smeri eksplozije. "Amplituda" valovanja je odvisna od kota in hitrosti detonacije. V skrajnih primerih je lahko tako velik, da povzroči neželene praznine pod vrhovi valov. Detonacijski kot je običajno manjši od 30 stopinj.
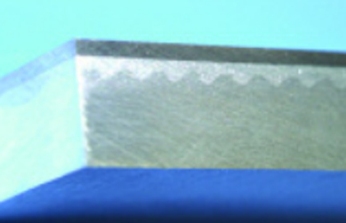
Na tej fotografiji je jasno vidna valovita narava vezi med dvema kovinama.
Eksplozijsko varjenje vključuje široko paleto materialov, ki jih je treba spojiti. V nekaterih primerih lahko izboljšamo kvaliteto kompozitnega zvarnega spoja z namestitvijo tankega vmesnega sloja med dve različni plasti. Tudi sendviči iz štirih ali več plasti kovine niso neobičajni.Skupno število možnih kombinacij bimetalov je po mnenju strokovnjakov več kot 260 možnosti.
Uporaba bimetalov, pridobljenih z eksplozijskim varjenjem, lahko znatno podaljša življenjsko dobo in poveča zanesljivost termične, livarske, naftne opreme, toplotnih izmenjevalcev in posod v kemični industriji. Pri izdelavi elektrod se uporabljajo kompoziti jeklo-aluminij.
Varjene bimetalne plošče se lahko uporabljajo kot prehodni elementi pri sestavljanju konstrukcij iz različnih kovin. Premazi za obloge iz plemenitih kovin lahko znatno znižajo stroške delov, ki so bili prej v celoti izdelani iz dragih materialov, pri tem pa se ne poslabšajo in včasih celo prejmejo veliko višje tehnične lastnosti.
Eksplozivno varjene konstrukcije se uspešno uporabljajo pri gradnji pomorskih objektov, saj lahko bistveno zmanjšajo ali popolnoma odpravijo elektrokemično korozijo v morskem okolju. Tanke plasti zaščitnih materialov, uporabljenih s to metodo varjenja, ščitijo vesoljska plovila pred sevanjem.