Popravilo magnetnih zaganjalnikov
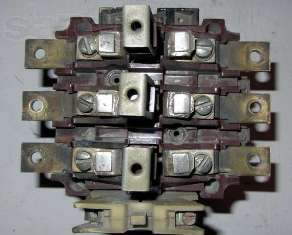
Popravilo kontaktov magnetnih zaganjalnikov
 Kontakti magnetni zaganjalniki, na površini katerih so sledi gorenja in ogljikovih usedlin, se očistijo z bombažno krpo, namočeno v beli špirit ali letalski bencin.
Kontakti magnetni zaganjalniki, na površini katerih so sledi gorenja in ogljikovih usedlin, se očistijo z bombažno krpo, namočeno v beli špirit ali letalski bencin.
Brizge in "kroglice" kovine na površini kontaktov očistimo s pilo. Po čiščenju s ščuko debeline 0,05 mm preverite tesnost povezave kontaktnih površin. Pri zaprtih kontaktih sonda ne sme preiti več kot 25% kontaktne površine med kontakti.
V primeru zloma ali popuščanja se kontaktna vzmet zamenja z novo ali primerno iz zavrnjenega zaganjalnika.
Ko je navoj obrabljen ali razgaljen v luknjah za vijake za pritrditev tokovnih vodnikov, se luknje s poškodovanim navojem odrežejo, navoj naslednje velikosti pa z navojem nataknemo.

Popravilo magnetnih vezij magnetnih zaganjalnikov
Magnetna vezja magnetnih zaganjalnikov so sestavljena iz armature in jedra, na katerem je ojačana kratkostična tuljava.
Onesnažene stične površine jedra in armature očistimo s čistilom, namočenim v bencin.Če so na površini stika sledovi korozije, površino očistimo s smirkovo krpo. Po čiščenju s sondo 0,05 mm preverite kontaktno površino med jedrom in armaturo tako, da z roko pritisnete armaturo ob jedro. Stična površina mora obsegati najmanj 70 % prereza jedra.
Če je zračna reža med srednjim jedrom armature in jedrom magnetnega vezja manjša od 0,2 mm, se armatura ali jedro zaganjalnika vpne v primež in srednje jedro napolni s pilo s fino režo. Sidro se nato namesti na jedro in vrzel se sondira. Razdalja naj bo med 0,2 in 0,25 mm. Pri dovajanju jedra se prepričajte, da sta površini armature in jedra jedra vzporedni, ko je magnetni sistem zaprt.

Pri delovnem kaljenju se kontaktna površina jedra in armature brusi na brusilnem stroju, dokler se ne odstranijo sledi kaljenja. Po brušenju s sondami preverite režo med srednjimi prameni, pa tudi kontaktno površino končnih pramenov armature in jedra. Razmik med srednjimi jedri mora biti v zgornjih mejah, kontaktna površina končnih jeder pa mora biti najmanj 70% preseka jedra.
Poškodovan kratek stik v zaganjalnikih se nadomesti z novim. Poškodovan kratek stik zaganjalnika se na eni strani odreže z datoteko in odstrani.
Mesto namestitve tuljave očistimo z datoteko. Nov zavoj za krajšanje je izdelan iz medenine.Zamenjava materiala in izdelava kratkega stika z odstopanji v dimenzijah je prepovedana, saj to vodi do povečanja hrupa vključenega zaganjalnika ali do nesprejemljivega segrevanja zanke.
Nastali kratek stik v zaganjalnikih se vtisne v utore jedra ali pa se namesti na jedro in njegove pritrdilne plošče upognejo.
Če ima površina magnetnega kroga poškodovano barvo, jo očistimo s čistilom, namočenim v bencin ali beli špirit, in posušimo. Po sušenju se jedro in sidro spustita v emajlirano kopel, tako da kontaktne površine niso prekrite z lakom in da širina nepobarvanega traku okoli robov kontaktne površine ne presega 3 mm. S čopičem lahko pobarvate tudi jedro in armaturo magnetnega vezja.
Barvane površine sušimo na zraku 2-3 ure.

Popravilo priključnih sponk magnetnih zaganjalnikov
Ožgane ali oksidirane kontaktne površine priključnih blokov očistimo z datoteko ali brusnim papirjem, obrišemo s čistilom, namočenim v bencin, in pocinkamo s spajkalom POS-30.
Ko je navoj obrabljen ali zlomljen v luknjah za vijake za pritrditev napajalnih vodnikov, se luknje zavarijo z bakrom ali medenino s plinskim gorilnikom. Varilno mesto očistimo s pilo, pribijemo in izvrtamo luknjo za rezanje novega navoja. V izvrtano luknjo se vreže navoj na velikost poškodovanega navoja.